CNC Drilling Machine for Metal Flange Model PD2016 Used in Steel Structure Fabrication
Application:
This machine is suitable for drilling plate-type workpieces in the fields of construction steel structure, bridge, tower manufacturing, etc. The maximum processing thickness is 100mm, and the thin plates can also be drilled by stacking several layers together. This machine is high efficiency and easy to operate. It’s not only applicable to large quantity and continuous production, but can be used for multi varieties and small quantity production.
Structure:
This drilling machine is composed of lathe bed, gantry, drilling power head, hydraulic system, control system, cooling chip system, quick change chuck and other components.
1, This kind of machine has a reasonable structure and small footprint by adopting fixed lathe bed and gantry mobile form. The large components, such as the lathe bed and gantry, have full aging heat treatment, annealing at 550℃,and no less than 4-hour heat preservation, which can effectively eliminate the internal stress. Therefore, the dynamic and static rigidities are good, and the deformation is very small. (we can supply the heat treatment reports).
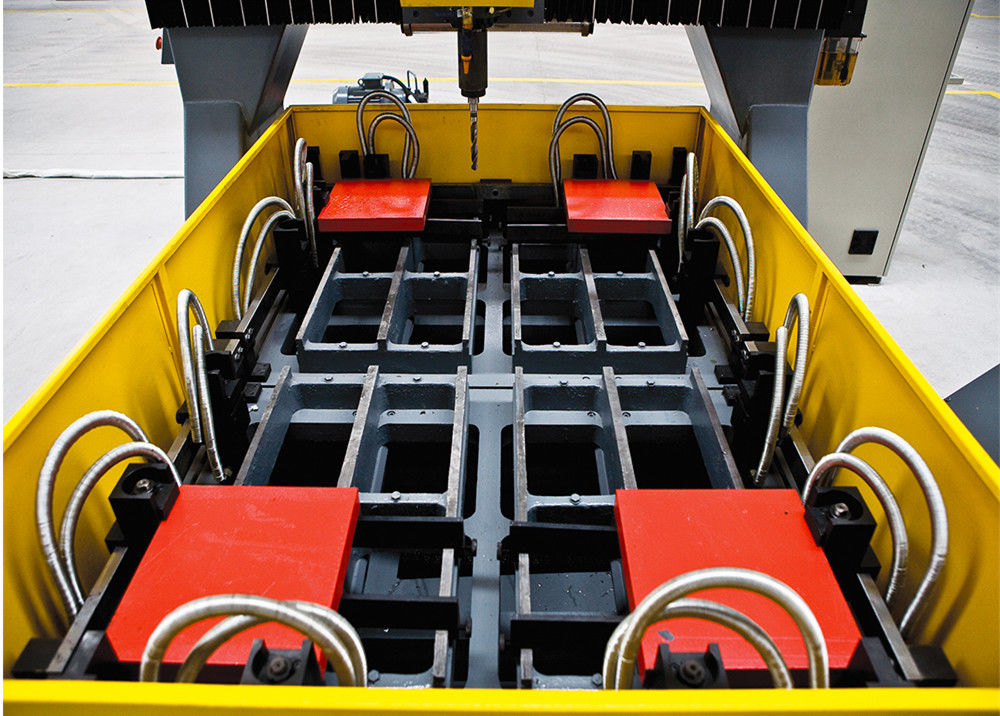
2, The bed has four processing positions and 16 sets of hydraulic clamping cylinders. It can clamp four groups of work-pieces at one time, and load & unload work-pieces during drilling, so the production efficiency and preparation cycle will be improved obviously.
3, You can control the hole depth because the motor of drilling head spindle is based on frequency stepless speed control and the sliding feed table based on servo stepless speed control. This machine also has the functions of drilling blind holes and enlarging holes with high efficiency.
4, This machine totally has three NC axes that are gantry positioning axis (X-axis), drilling power head transverse positioning axis (Y-axis), and drilling power head feed axis (Z-axis). CNC axis is guided by a precision linear guide which is achieved by the AC servo motor ball screw.
5, The drill head is cooled by circulating water. Thegimbaled nozzle is mounted on the box of drilling spindle to ensure that the coolant is always sprayed on the work-pieces.
6, The machine is equipped withan automatic and separate chain-type chip conveyor as well as a coolant filtration and circulation device.
7, The numerical control system is Siemens 808D with electronic hand wheel. Using Siemens servo motor and servo driver, it has an excellent compatibility, powerful function and easy operation mode. The programming system can achieve the conversion between CAD and CAM, fast running, high efficiency and automatic alarm. It’s easily to storage, call, display, diagnose and maintain.
8, The installation accuracy of key transmission components, including linear ball guide and precision ball screw, is very high. For example, linear guide has a mounting datum. After fastening, it should be checked by 0.04mm feeler gauge without insertion. The parallel tolerance between liner guides is 0.05 / 1000mm, while between ball screw and liner guide, it is 0.03/1000mm.
The characteristics of quick change chuck and connecting rod.
1, Our company develops the quick change chuck devices to speed up the loading and unloading rate of the drill head, improve working efficiency, reduce the strikes and impact on spindle when load and unload drilling bits, and prolong the equipment service life.
2, Quick change chuck is mounted in the spindle, and the drill head is installed in the connecting rod of quick-change chuck. The axial force, generated by drilling, will be transferred to the connecting rod, and then to the spindle contact face and finally to the spindle.
3, The connecting rods which are installed in the quick change chunk includes a No. 3 Mohs rod (φ23.825, length 150), two No. 4 Mohs rods (one is φ31.267, length 150, the other Φ31.267, length 205). They are mainly used to handle the phenomenon of drilling heads with variable lengths and drilling head abrasion. In such a way, the usage times of drilling head can be increased and the cost can be saved.
The basic parameters of the product:
| Max. size of work-piece(L×W) |
2000mm×1600mm |
| Max. thickness of the work-piece |
100mm |
| Max. stroke in X-axis |
2000mm |
| Max. stroke in Y-axis |
1600mm |
| Max. drilling spindle stroke in Z-axis |
240mm |
| Max. drilling diameter |
φ50mm |
| Spindle speed range |
120~560r/min,stepless speed control |
| Moving speed in X,Y axis |
0~15m/min |
| Moving speed in Z-axis |
0~8m/min |
| Clamping force of gantry work-piece hydraulic clamp |
7.5kN |
| Hydraulic clamp quantity |
12 |
| Clamping force of gantry locking cylinder |
7.5kN |
| Hydraulic system pressure |
6MPa |
| Drilling power head motor |
5.5kW |
| Servo motor in X-axis |
2kW |
| Servo motor in Y-axis |
2kW |
| Servo motor in Z-axis |
2kW |
| Adjacent hole position accuracy |
±0.5mm |
| Positioning accuracy(X/Y) |
0.1mm |
| Repeated positioning accuracy(X/Y) |
0.05mm |
| Machine weight |
6000 kg |
Main Machine

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!