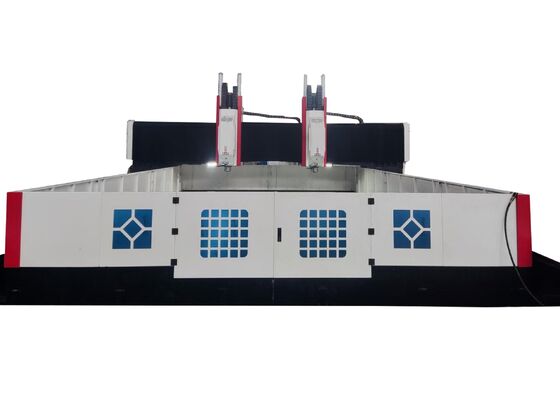
BT50-190 Spindle Taper CNC Metal Sheet Plate Drilling Machine 500x6800x3000mm Overall Size
Product Introduction:
This machinery is engineered for drilling, chamfering, tapping, and milling of plate and structural components. It is primarily employed for high-efficiency drilling tasks on workpieces such as flanges, discs, rings, and plates, within the specified thickness range for effective processing. It is capable of drilling both through holes and blind holes on single-material and composite materials. The machining operations are digitally controlled, ensuring ease of use. The system facilitates automation, guarantees high precision, and is well-suited for processing a wide range of product types and supporting large-scale production.
Specifications:
| Workpiece size |
LxW |
3500x3500 mm |
| Gantry height |
1000mm |
| Workbench |
T-slot width |
28mm |
| Four Jaw Chuck |
1 set |
| Drilling power head |
Qty. |
2 |
| Spindle taper |
BT50-190 |
| Max.drilling diamter |
Φ100 mm
(Carbide core bit)
|
| Φ80 mm (U drill) |
| Max.thickness |
≤300 mm |
| Max.tapping diameter |
M30 mm |
| Spindle speed |
30~3000 r/min |
| Servo spindle motor power |
2x37kW |
| Distance from the lower end of the spindle to the worktable |
200-1000mm |
|
Lateral movement of power head
(X1 axis)
|
Max.horizontal stroke |
3500 mm |
| Lateral movement speed |
0~8 m/min |
| Servo motor power for lateral movement/torque |
4.2kW |
|
Lateral movement of power head
(X2 axis)
|
Max.horizontal stroke |
3500 mm |
| Lateral movement speed |
0~8 m/min |
| Servo motor power for lateral movement/torque |
4.2kW |
| Gantry longitudinal movement (Y axis) |
Max. feed stroke |
3500 mm |
| Feed moving speed |
0~8 m/min |
| Feed servo motor power/torque |
2x4.2 kW |
| Vertical ram feed motion (Z axis) |
Max. stroke |
800 mm |
| Moving speed |
0~6 m/min |
| Servo motor power/torque |
4.2kW |
| Three-axis positioning accuracy |
X/Y |
≤0.05mm/1000mm |
| Three-axis repeat positioning accuracy |
X/Y |
≤0.03mm/1000mm |
| Pneumatic system |
Compressed air supply pressure |
≥0.6MPa |
| Chip conveyor and cooling |
Number of chip conveyors |
2 |
| Chip removal speed |
1m/min |
| Chip conveyor motor power |
2X0.75kW |
| Cooling method |
Internal cooling + external cooling |
| Automatic lubrication system |
Lubrication pressure |
2MPa |
| Lubrication point oil filling amount |
0.1mL |
| Lubrication cycle |
6-10min |
|
Electrical System
|
CNC system |
GSK218MC
(display 10.4 inch)
|
| Number of CNC axes |
4 |
| Total power |
/ |
About 100kW |
| Overall size |
LxWxH |
6500x6800x3000 mm |

Equipment Structure:
The machine base is constructed from cast material and comprises key components including the worktable, movable gantry, movable sliding saddle, drilling and milling power head, automatic lubrication system, protective enclosure, circulating cooling system, digital control unit, electrical system, and other essential elements. It features rolling hard rail pairs for support and guidance, along with precision lead screw pairs for driving. The machine is distinguished by its high positioning accuracy and exceptional repeatability in positioning.
Product Features
1. Drilling Power Head:
The drilling power head utilizes a specialized servo spindle motor, which drives the precision spindle via a synchronous belt for deceleration and enhanced torque. The spindle replacement is quick and straightforward, and the feed mechanism is powered by a servo motor and ball screw. The X and Y axes can be coordinated, with semi-closed loop control enabling both linear and circular interpolation functions. The spindle is equipped with a BT50 taper, featuring a high-speed rotary joint that supports high-speed U-drill center water processing.
2. Transmission Device:
Featuring high-precision guide rails and sliders imported from Taiwan, this transmission system operates smoothly, significantly enhancing the load-bearing capacity.
a. The X-axis and Z-axis each utilize two rolling linear guide rails as the guiding and load-bearing elements for lateral and longitudinal movement. This design ensures the system meets the technical demands of high-speed drilling. The X-axis and Z-axis are driven by AC servo motors, which rotate the precision ball screws to enable linear motion.
b. The Y-axis is supported by two heavy-duty rolling linear guide rails, with two square rail sliders installed on each rail to form a robust Y-axis sliding track. This configuration meets the high rigidity and strength requirements of the gantry frame while offering advantages such as a low friction coefficient, fast movement, excellent vibration damping, and extended service life. The X-axis transmission employs dual-servo motor synchronous drive technology, with one servo motor on each side driving the ball screws in unison, enabling the gantry frame to move and facilitating precise CNC machining.
3. GSK CNC Control System:
The GSK CNC control system is specifically designed for drilling machines, utilizing a high-precision absolute value series servo motor for motor drive. It features an RS232 interface, color display, a Chinese-language user interface, and on-site/external USB input.
3.1. The system includes a chip breaking function, allowing users to set both the chip breaking time and cycle directly from the user interface.
3.2. The tool lifting function is integrated into the system, enabling users to set the tool lifting height via the interface. Once the drilling reaches this set height, the tool is rapidly lifted above the workpiece, after which chips are cleared, and the system quickly advances to the drilling surface, automatically switching modes.
3.3. The centralized operation control box and handheld unit are equipped with the CNC system for easy programming, storage, display, and communication. The operation interface supports features such as man-machine dialogue, error compensation, and automatic alarms.
3.4. The system also offers a preview and re-inspection function for hole positions before processing, ensuring convenience and accuracy during operations.
.
This advanced CNC gantry system is purpose-built for high-efficiency drilling and marking of plate and sheet metal components. It has been carefully designed to provide precise processing of plate-type workpieces and structural assemblies, making it particularly suitable for machining flanges, discs, ring-shaped components, flat plates, and other similar parts. A critical operational condition is that the thickness of the workpieces must be within the machine's specified effective machining range.
In steel structure fabrication facilities, this equipment performs precise drilling and milling operations on structural plates and connection components, laying a solid foundation for the reliable assembly of steel frameworks. In the wind energy industry, it offers cutting-edge, high-precision machining capabilities for wind turbine towers and flanges, ensuring these parts are engineered to withstand extreme environmental conditions, such as high winds and temperature fluctuations. For bridge construction, the equipment processes bridge girders and support brackets, enabling the formation of durable, stable connections capable of withstanding dynamic loads over the bridge's extended service life.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!